紙粉を軽減したい~刃物と面板選定
新版で打抜きを始めた際には紙粉が発生しなかったのに、ショットを重ねるとやがて紙粉が発生してしまうことはありませんか?
面板の彫れ〈トムソン刃のあたりでの彫れ〉とトムソン刃の消耗によっての原因である可能性が高いです。
この場合は、トムソン刃を交換することで紙粉は解消されます。
ですが、だからといってトムソン刃を交換することで本当の原因が解決したことにはなりません。
トムソン刃の交換サイクル延長で紙粉も抑制
ステンレス面板DHS57
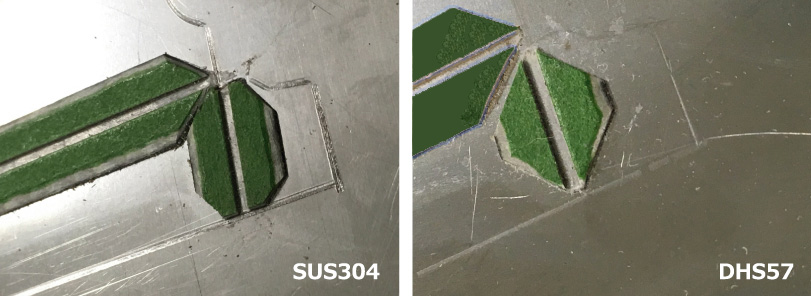
弊社オリジナルのステンレス面板DHS57を提案します。
ステンレス面板は軟らかくても硬くてもダメです。
刃先の硬度-10°(ショア) = 面板推奨硬度
トムソン刃の刃先の硬度に対して、面板の硬度を選定することを弊社はお勧めしております。
適正な面板を使用することで、刃先に無理なダメージを与えなくなりトムソン刃の交換サイクルも延長することが可能となります。
また、トムソン刃の刃先のダメージが軽減されることで、紙粉の発生も抑制されます。
ステンレス面板の種類
| 材料 | 硬度 ショア | 硬度 ビッカーズ | 耐久性 | 特徴 |
|---|---|---|---|---|
| DHS57 【大創オリジナル】 | 57 | 425 | ◎ | 硬度も硬く平坦度も良い |
| 1500SP | 64 | 480 | ◎ | 硬度は抜群に高い |
| DP2 | 52 | 378 | ○ | 硬度はやや硬く平坦度も高いがDHS57には劣る。 |
| SUS304 | 26 | 170 | △ | 硬さ・平坦度がともに並。すぐに彫れてしまうので紙粉が発生しやすい。 |
| SUS430 | 29 | 162 | ✕ | 価格は安いが硬度・平坦度ともに並以下。彫れやすくすぐに錆びる。 |
[参考]トムソン刃 刃先硬度70°~80°〈ショア〉
DHS57は、SUS304よりステンレススクラップにて高く買取値がつくので、コストパフォーマンスという面でもお勧めです。
(1500SPとDP2は、磁性があるため鉄スクラップの扱いとなります。)
課題を解決する製品をご紹介いたします
お困りごとや、ご要望をお聞かせください。
大創では、トラブル解消、生産性向上に役立つアイディアを形にします。
下記フォームより、お気軽にご相談ください。

サイト内キーワード検索
課題解決のご提案
- 面切りのビビりや表層割れを軽減して、さらに折れ精度を良くしたい
- 保管時の抜型をサビから守りたい
- 耐久性に優れたCAD面板を使いたい
- 印刷面のキズを無くしたい~製函加工での擦れキズ
- コルクの抜き跡を無くしたい
- 簡単にパッケージ展開図を作成したい
- 冬場の静電気トラブルを無くしたい
- ニック(つなぎ)のトラブルを無くしたい~
- 打抜き機のムリ・ムラ・ムダを減らしたい~②
- プラテン内のアンバランス・切れムラを改善したい
- CAD面板を低コストで取り付けたい
- CAD面板を素早く簡単に取り付けたい
- 額縁罫の折れ精度を高めたい
- 紙粉を軽減したい~刃物と面板選定
- セット替え前の面板をキレイに洗浄したい
- Gテープ®のズレや剥がれを解消したい
- シートの引っ掛かり、バラけを抑えたい
- ステ刃不足の事態に備えたい
- 打抜き機のムリ・ムラ・ムダを減らしたい~①
- フィルム保管の悩みを解決したい
- 屑(カス)をパーフェクトに落としたい
- Gテープ®のテーパー加工を簡略化したい
- 折れ精度を高めたい



加盟団体